
 I have recently been presenting a talk on WiP limits and as part of my research I spent some time looking into the history of Henry Ford as he was one of the most influential pioneers of what today we would call Lean or Kanban. He was the pioneer of almost all of our current thinking in industry, and I think was a thought leader in how Agile Software Development is now done.
I have recently been presenting a talk on WiP limits and as part of my research I spent some time looking into the history of Henry Ford as he was one of the most influential pioneers of what today we would call Lean or Kanban. He was the pioneer of almost all of our current thinking in industry, and I think was a thought leader in how Agile Software Development is now done.
Theory of Constraints in action
What really struck me however, was how he exemplified the thinking processes behind the Theory of Constraints in all his actions. Everything I read drew me back to that thought.
Ford reduced the average time to produce a car from over 12.5 hours to just 93 minutes.
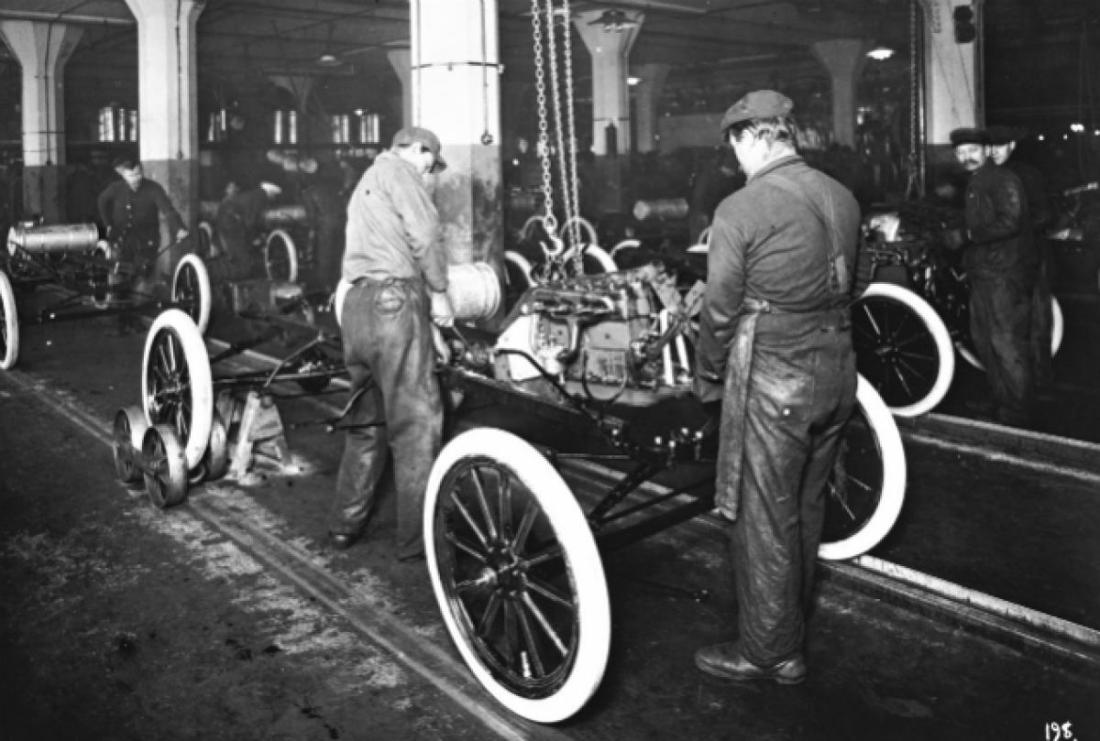
Ford and his team (I won’t get into the debate as to who had the ideas) created a production line and improved upon it, first by making it a moving production line to keep the focus on flow. Initially simply a winch and rope to pull the vehicle and conveyor belts to deliver parts to the workers. This simple change alone saved hours, previously the workers had dragged their tools along the line of static vehicles as they were assembled.
At one stage the production line for the Model T took 12.5 hours but over the next 5 years Ford reviewed every procedure and managed to cut the production time to just 93 minutes, he cut 11 hours of waste out of an already efficient and profitable system.

Ford cut nearly 90% waste out of an already efficient and profitable system.
Was it a big deal?
Was it really that big of a deal? Yes! In 1914 Ford produced more cars than everyone else, not just more cars than his competitors but MORE cars than all of his competitors in the world combined.
He also produced more with far less, Ford employed 13,000 employees, his competitors combined had 66,000 employees, so the productivity of his employees was 5 times the rest of the industry average. That fact alone makes you sit up and take notice.
In 1914, Ford’s 13,000 workers built around 300,000 cars — more than his nearly 300 competitors managed to build with 66,350 employees.
Continual Improvement
It seemed like no improvement was good enough and Ford was continually pushing for the next improvement, 5 years of asking What’s next. Identifying every bottleneck and then the next bottleneck, his obsession for improving flow must have been relentless.
Fighting against local optimization
But Ford was not understood by his peers who’s focus was on Local Optimization, and even his own sales team who couldn’t understand his desire to simplify the design or reduce the price, they wanted options and variety. Ford wanted a car that was affordable to everyone.
Over the years Ford reduced the price of the Model T from $850 (approx. $22,000 in current terms) to just $265 which was less than 3 months wages for his workers.
The price of the Model T reduced from $850 to just $265 as a result of improvements.
His vision was to have a car available to everyone, but especially farmers, and the Model T was designed to be an effective Farm tool, and could easily convert to farm equipment.
I will build a car for the great multitude. It will be large enough for the family, but small enough for the individual to run and care for. It will be constructed of the best materials, by the best men to be hired, after the simplest designs that modern engineering can devise. But it will be so low in price that no man making a good salary will be unable to own one — and enjoy with his family the blessing of hours of pleasure in God’s great open spaces.
Henry Ford
People Problems
One of the biggest issues that Ford faced was with his workforce, factory workers were unreliable and his new method of simple repetitive tasks and his desire for rapid growth meant he had high turnover and lower quality workers.
The manual processes Ford devised for assembling the Model T were not complicated but benefitted from training and consistency, so the lack of reliability and consistency of workers was an issue for him.
His solution was to double the average pay of factory workers, Ford offered $5 per day, he reduced the working day to 8 hours and the working week to 5 days, he also offered a form of tenure (on his terms) to all employees.
Ford quipped that it was the best cost saving decision he ever made, with a massive reduction in turnover the cost of training plummeted and productivity soared, and what was really a marketing bonanza his workers could afford his cars.


Blunder or Crime?
This decision was national news. But much of the press despised him helping the poor, seeing it as a social policy rather than a sound business decision. The press too seemingly had no comprehension of the Theory of Constraints or system level thinking.
They believed he was hurting business, with one major paper calling him a ‘class traitor’, and commenting that he shouldn’t bring “biblical or spiritual principles into a field where they do not belong.” going further suggesting that paying factory workers that much “was a blunder, if not a crime … against organized society“. That is pretty harsh for a man just wanting to pay people a little more so he could build cars.
Ford had the last laugh though, employee turnover declined radically, and profits doubled to $60 million in 1916 two years after the policy was introduced from $30 million in 1914.
Any customer can have a car painted any color that he wants, so long as it is black.
Henry Ford
Was the Model T only available in Black?
This for me is the most interesting story of all. Some say it is simply a myth, as the Model T was available in many colors over the years, others say it was a metaphor for his policy of being lean, others that it was a metaphor for his dominance in the field and how he could dictate what the customer wants.
Ford himself claims he made the statement in 1909, and yet he didn’t limit production to Black until 1914, and oddly in 1909 you couldn’t get the vehicle in black, it was not one of the 6 color options available. So the quote does have an enigma quality about it.
However, In 1914 Ford restricted the option to only Black and it remained that way for 14 years before expanding to 14 color options shortly before the Model T was replaced with the Model A.
Cost saving?
I have read that the decision to limit to black was a cost saving exercise, with a suggestion that the unit cost of black paint was less than the color options but I have been unable to validate that claim and frankly I find that very hard to accept. Unit cost considerations have not played a part in any of his other major decisions - the wage decision being a clear example of how flow was far more important to him than unit cost. Cost savings were a consideration at a system level only and certainly not a factor if it impacted on flow.

It is all about flow
From what I can deduce from applying lean thinking myself to the situation, Ford would have switched to black even if the unit cost had been significantly higher. Japan Black paint was completely different to the other paint methods and had two distinct qualities that would have appealed to Ford, the first was that it touch dried very quickly and secondly it baked hard in 48 hours, compared to 14 days for the other colors.
Increase flow and reduce Cycle-time
Because the paint could dry quicker it would improve flow and so a production line was able to complete a car every 3 minutes (with 3 minutes effectively being the slowest process on the line).
Reduce Inventory and reduce Lead-Time
For Ford, being able to ship cars from his factory 12 days sooner than previously was massive, he could reduce WiP, but more significantly it enabled him to reduce his inventory of finished goods by 85%. in 1914 at any given time he would be sitting on over $5 million (retail value) of stock, by switching to Japan Black he was able to ship more and more-sooner. That decision would have been an instant injection of over $4 million dollars (that is over $100 million dollars in 2017 terms). And by 1923 if he had still been offering colors that inventory cost to him would have been over $30 million ($750 million - 2017 value). Not to mention the space needed to store 80,000+ vehicles while the paint dried.
Using only black paint was a $750,000,000 Decision
In essence the decision to ONLY offer the Model T in black was a decision worth far in excess of $750 Million in todays terms, and yet very few people understood the ramifications of that decision and many opposed it or ridiculed it, and many still don’t understand it, even with the results being self-evident.
What is Productivity?
Business is a lot of numbers, and I don’t want to bore you with figures but the improvements that Ford made to flow and cycle-time and lead-time all went straight to the bottom line, by focussing on flow rather than local optimization, and by focusing on the throughput of the whole system rather than on keeping one worker busy, Ford was able to get his workers to be 5x more productive than the competition by doing less work.
Thinking is the hardest work there is, which is probably the reason why so few engage in it.
Henry Ford
Ford showed the correlation between effort and productivity is a myth, and it is about working smarter not harder. He passed his efficiencies on to the customer, as his productivity went up the price of the Model T came down. Eventually to just $260 in 1925 which is a mere $3600 in 2017 terms. A car truly affordable to the masses.
System Thinker
Ford seemed to understand Systems Thinking and the Theory of Constraints long before either were recognized, and he did so to a level that few of us will ever be able to comprehend and in the face of public and private pressure against this way of thinking and he was often vocally opposed for his decisions.
Ford changed not just his own organization but his actions changed an industry and likely even the economy of a country. He balanced profitability with altruism, although some of his values and politics were questionable and some of the rules he imposed on his workers would be unthinkable today. But for me he is the pioneer of Lean, Kanban, and the pioneer of the Theory of Constraints, everything since then seems to be built on his shoulders.

I was reading your article about Henry Ford: Master of Lean Agile Processes. Based on a recent tour at the Ford Piquette Plant, the reason Ford did not offer multiple colors on the Model T had to do with the paint technology available at that time. It did not have to do with the color of the paint. Multiple colors on a high volume basis would have meant multiple paint dipping lines. That meant greater expense. When paint technology changed to spray guns and faster drying paints, color choice was then added.
Thank you,
Doug Peterson
LikeLike
Hi Doug
I think they may have simplified the considerations for the tour. Ford moved from a selection of 14 colours to just one. The cost saving was not a unit cost saving but a time cost saving, and a simplification of process saving - as you described. My point was that even if black paint would have cost more Ford would still have chosen to use it. His measure was throughput rather than cost. Thank you for taking the time to read and reply, it is a subject that fascinates me.
LikeLike